在食品行业,照明设施不仅是保障生产顺利进行的必要条件,更是直接关系到食品安全、员工健康、生产效率和合规运营的关键环节。严格的国家监管、精细的企业管理以及专业的技术规范,共同构成了食品工厂照明设计的复杂要求。本文将结合行业监管要求与企业运营实际,对食品工厂照明设施的设计要点进行系统汇总。
一、 核心设计原则:安全、卫生与合规
- 食品安全与卫生优先:照明设计必须将防止食品污染置于首位。这意味着:
- 灯具选择:必须使用易于清洁、表面光滑、不积尘、不吸潮、耐腐蚀的专用灯具,特别是在清洁区、高清洁区和裸露食品加工区。推荐使用密封性好的LED灯具,其发热量低,不易吸引虫害。
- 防爆与防护等级:在可能产生粉尘(如面粉、糖粉)或使用易燃清洁剂的区域,照明灯具需具备相应的防爆等级。在所有潮湿、易溅水区域(如清洗间、蒸煮区),灯具必须达到IP65或更高的防护等级,防止水汽侵入导致短路或微生物滋生。
- 防破碎保护:在食品加工、包装、储存区域上方,灯具必须配备防爆灯罩或安全网,防止玻璃等碎片意外落入产品中。
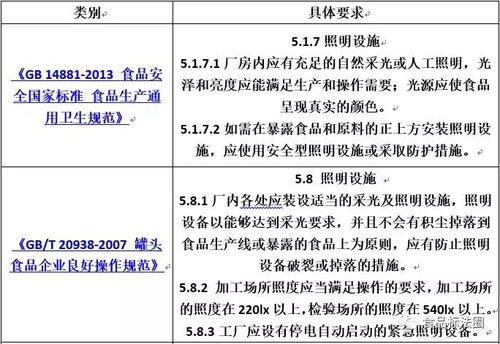
- 符合法规与标准:设计必须严格遵守国家及地方的相关强制性标准,如《食品安全国家标准 食品生产通用卫生规范》(GB 14881-2013)中关于照明设施的规定,以及《建筑照明设计标准》(GB 50034)等。监管机构(如市场监督管理局)的现场审核会重点检查照明的合规性。
二、 照明质量与参数的具体要求
- 照度与均匀度:不同功能区需满足不同的照度标准。
- 精细加工区、检验区:要求高照度(通常≥500 lux),以确保员工能清晰辨别原料品质、产品瑕疵和标签信息。
- 一般加工区、包装区:维持适中照度(通常300-500 lux),保证操作流畅。
- 仓储区、通道:可适当降低照度(通常100-200 lux),但需保证均匀,避免出现暗区与安全隐患。
- 均匀的照度能减少视觉疲劳,提高工作效率和准确性。
- 显色性与色温:
- 高显色指数(Ra):在原料分选、成品检验、颜色辨别至关重要的区域,应使用Ra>80甚至Ra>90的灯具,以真实还原食品颜色,避免误判。
- 适宜色温:通常推荐使用中性白(4000K-5000K)或冷白光(>5000K),能提供清晰、明亮的视觉环境,有助于保持员工注意力集中。
- 眩光控制:不当的照明会产生眩光,导致员工视觉不适和疲劳。应通过合理的灯具配光、安装位置、遮光角设计或使用带格栅、漫射罩的灯具来有效控制眩光。
三、 企业管理视角下的节能、智能与维护
- 能效与可持续发展:在满足照明质量的前提下,应优先选择高光效的LED灯具,并结合自然采光,显著降低长期运营的能耗成本,响应国家“双碳”目标,这也体现了企业精细化管理水平。
- 智能照明控制:融入企业智能化管理系统(如通过Discuz!等平台集成或作为独立子系统)。可采用的策略包括:
- 分区控制:根据不同班次和区域使用情况独立开关。
- 调光控制:在仓储区结合感应器,实现“人(车)来灯亮,人走灯暗”。
- 定时控制:与生产计划联动,实现自动化管理。智能控制不仅能进一步节能,还能延长灯具寿命,并生成能耗数据报表,助力管理决策。
- 维护便利性设计:灯具的安装位置应便于安全、快速地进行清洁、检修和更换,而不影响生产设备和食品卫生。建立定期的照明维护计划(如照度检测、灯具清洁记录)应纳入企业的标准化管理体系文件。
四、 特殊区域注意事项
- 低温冷藏/冷冻库:必须使用专为低温环境设计的灯具,确保在低温下能瞬时启动、光衰小、密封性好防止凝露。
- 高温高湿区域:灯具需具备良好的耐高温和防潮性能。
- 户外及厂区照明:需考虑防水、防尘、防腐及安全防盗,同时避免光污染。
**:食品工厂的照明设计是一项融合了食品卫生学、光学工程、建筑电气和企业管理的综合性任务。它绝非简单的“照亮”,而是一个需要从 “监管合规” 的底线思维出发,以满足 “生产需求” 为核心,并最终服务于 “企业管理”** 降本增效和可持续发展目标的系统化工程。一个优秀的照明设计方案,是食品企业构建坚实食品安全防线、提升运营效率、展现现代化管理水平的重要基石。