在当今全球制造业迈向智能化的浪潮中,数字化智能工厂已成为企业提升核心竞争力、实现可持续发展的关键路径。作为连接企业计划层与车间控制层的中枢神经系统,制造执行系统(MES)的规划与建设,是智能工厂落地的核心与基石。本文旨在为企业管理者系统解读数字化智能工厂MES的规划建设方案,助力企业实现精准、高效、柔性的智能化管理。
一、 理解MES:智能工厂的“驾驶舱”
MES并非一个简单的软件工具,而是一个集成的信息化管理平台。它通过实时采集生产现场的数据(如人员、设备、物料、工艺、质量等),对制造过程进行管理、监控与优化,从而实现:
- 生产透明化:实时跟踪生产进度、在制品状态、设备运行状况,让管理决策“看得见”。
- 过程可追溯:建立从原材料到成品的完整数据链,实现产品全生命周期的质量追溯。
- 调度精细化:基于实时数据和先进算法,动态优化生产排程,提升设备利用率和订单交付准时率。
- 管理协同化:打通ERP(企业资源计划)、PLM(产品生命周期管理)与底层自动化设备,实现信息流、物流、价值流的高效协同。
二、 规划先行:明确目标与顶层设计
成功的MES建设始于科学的规划。企业管理者需摒弃“为建而建”的思维,从战略和业务痛点出发。
- 需求分析与目标设定:深入调研生产、质量、设备、仓储等各环节的核心痛点(如交付延期、质量不稳、成本偏高、信息孤岛等),明确MES建设的具体目标(如缩短生产周期20%、降低不良品率15%等)。目标应具体、可衡量、与业务战略对齐。
- 流程梳理与优化:MES是固化并优化流程的工具。在系统设计前,必须对现有生产管理、质量检验、物料配送等流程进行梳理、简化和标准化(BPR),避免将低效流程简单地自动化。
- 架构设计与选型策略:根据企业规模、行业特性、IT基础及未来扩展性需求,确定MES的系统架构(如模块化、平台化、云部署等)和选型策略(自主开发、购买成熟产品、或两者结合)。核心是确保系统的开放性、集成性和可扩展性。
三、 建设实施:分步推进与核心模块
MES建设宜采用“整体规划、分步实施、快速见效”的策略,通常可涵盖以下核心模块:
- 基础数据管理:建立统一的物料、设备、人员、工艺路线等主数据标准,这是系统运行的基石。
- 生产计划与调度:承接ERP的主计划,进行车间级的详细排产与动态调整,实现任务到机台、到人员的精准下达。
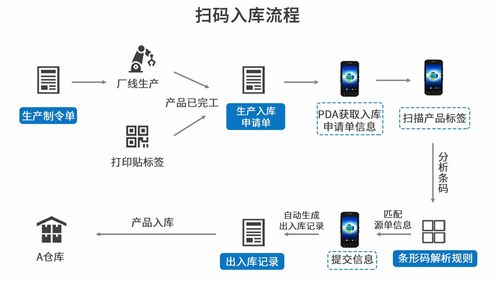
- 生产执行与过程监控:通过工位终端、移动设备或与自动化设备集成,指导工人操作,实时采集生产进度、工时、设备状态等数据,可视化展示生产实况。
- 物料与仓储管理:实现物料的需求拉动、精准配送、库存实时盘点与消耗记录,支持先进先出(FIFO),减少线边库存。
- 质量管理:集成质量检验标准(SIP),实现首检、巡检、终检的在线记录与分析,建立SPC(统计过程控制)体系,实现质量问题的预防与快速追溯。
- 设备管理与维护:记录设备运行、停机、故障信息,实现预防性维护(TPM)管理,提升设备综合效率(OEE)。
- 绩效分析与决策支持:基于海量生产数据,生成各类报表(如生产日报、质量分析报告、绩效看板等),为持续改善和管理决策提供数据支撑。
四、 管理关键:成功落地的保障
技术只是工具,MES的成功更依赖于管理与组织。
- 高层领导与跨部门协同:MES是“一把手”工程,需要最高管理层持续推动。必须打破部门墙,建立由生产、IT、质量、工艺等多部门组成的联合项目组。
- 变革管理与人员培训:MES的实施会改变员工的工作习惯。需提前进行充分的变革沟通,并针对不同角色(操作员、班组长、管理人员)开展系统性培训,培养既懂业务又懂系统的复合型人才。
- 数据质量与持续优化:“垃圾进,垃圾出”。必须建立严格的数据录入与维护规范,确保数据准确性。系统上线不是终点,应基于运行数据不断进行流程优化和功能迭代。
- 与现有系统的集成:制定清晰的集成接口方案,确保MES与ERP、WMS(仓储管理系统)、PLM及自动化层(SCADA/DCS)的数据无缝流通,避免形成新的信息孤岛。
五、 迈向智慧企业管理
数字化智能工厂的MES建设,绝非一次性的IT项目,而是一场深刻的数字化管理变革。它通过将生产现场的“黑箱”透明化、流程化、数据化,最终赋能企业实现:
- 运营降本增效:优化资源配置,减少浪费。
- 质量与品牌提升:稳固的产品质量与追溯能力。
- 敏捷响应市场:快速响应订单变化与个性化需求。
- 科学决策文化:从经验驱动转向数据驱动。
对于企业管理者而言,把握MES规划建设的核心逻辑,以业务价值为导向,稳步推进,方能真正驾驭智能制造的时代脉搏,构建面向未来的智慧企业管理体系,在激烈的市场竞争中赢得先机。